
因為專業,估價才能更準確
回收優良設備,提供優良服務,“再造”優良沖床
全國服務熱線13537311221
全國服務熱線13537311221
良好的對中性能是沖床成功的一半!
問題所在:
沖床的制造加工壽命通常是由一系列細微的被人忽視的小步驟累計而成的而不僅僅是大的設備故障引起的。在過去的幾年中,MATE與眾多客戶以各種方式進行研究。使得沖床壽命能最大化。當加工零件的第一步沖孔工序是否是成功對于零件的質量和產品特征有很大的影響,MATE發現由于轉塔不對中所導致的機床壽命下降和降低了模具使用壽命是主要的原因之一。
在沖床的上轉塔和下轉塔有著精準對中性的條件下,可以加工出高質量零件并且能提高機床壽命和模具壽命。新機床的對中性是通過機床生產商和工廠的技術人員在安裝調試機床的時候已經核準過的。但是使用一段時間后,轉塔常需重新做對中性校驗。若要保證對齊工位的精準度,就會增加沖床的運行時間。精確的校準有效確保了沖芯進入下模中心使得下模間隙保持恒定,盡可能地提升了模具使用壽命,優化了零件質量。
MATE解決方案:
對齊的定義
共有兩種類型的對齊,分別是軸對齊和角對齊。它們的優點是:
? 優化零部件質量
? 延長機床壽命
? 延長模具壽命
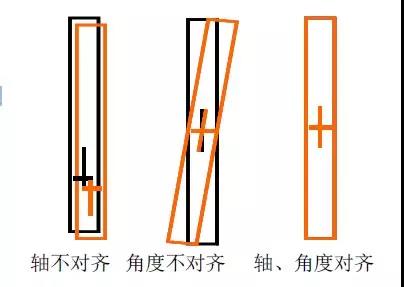
軸對齊表示中心線與上導套和下導套在同一條直線上。如上圖左圖所示,沖孔邊(橙色)和下模邊(黑色)是互相平行的。然而,它們的中心線卻并不在一條直線上。這說明此模具并未軸對齊,且須進行校準。
角對齊表示沖頭的邊應該與下模的邊相平行。如上圖中圖所示,沖頭的中心線和下模的中心線在同一條直線上。然而,它們的邊卻不互相平行。這說明此模具并未角對稱,且須進行校準。
如上圖右圖所示,沖頭的中心線和下模的中心線都對齊,沖頭的邊和下模的邊互相平行。那么,這便是一副軸和角度都對齊的模具。
未對齊的體現:
通過模具的損耗、零部件的毛邊和出現廢料的情況,便可檢測出轉塔是否需要校準。以下表格展示了大部分轉塔出現位置偏離的常見現象。
矩形廢料上的毛邊
? 就是未對齊的典型

磨損角(左下圖)帶有沖壓后的印跡和損傷。同一邊的其余角(右下圖)鋒利且毫無任何擊打后的印跡。

不平滑的沖頭表面是磨損的 會在模具的任意一邊(產生印跡亦或磨損)
? 即使在任意形狀或尺寸上的模具,產生狹長的形變也將更顯著。

重新調整轉塔
一經發現位置出現偏離,就應立即使用對齊模具。現有許多上等且精密的產品可有效幫助短期關系的維護。對齊模具還原了上模具和下模具間的精準定位,使得沖頭能夠準確無誤的擊入下模。對齊工位就如一個周期性的預防性維護,需要我們盡可能地避免零件質量拙劣和模具損耗過度等情況的出新。
MATE Pilot?校準系統
此類的校準模具正是MATE Pilot校準系統,它確保了精確定位以及厚轉塔沖床的角度對齊。The Pilot?校準系統會按照各項需求,為驗證沖床對齊的精準水平和工位對齊的有效職能提供了準確簡便的方法。
Pilot校準系統共分為兩種模式:
? 校核模式— 讓操作者能在轉塔的每個工位上做出精確定位和角度對齊。一旦校準完畢且確保工位對齊,機床便可立即使用。若機床顯示急需對齊,則使用校準系統中的對齊模式。
? 對齊模式— 讓操作者以同等或更佳的精密度,把機床每個工位的軸對齊和角度對齊還原至原始設置。
操作者們只需了解轉塔對齊過程中三色燈的變換即可。

? 紅燈指示工位未對齊。
? 黃燈指示并未對齊且存在0.0012(0.030)的差距。
? 綠燈指示工位已對齊且誤差保持在0.0003(0.008)。

重要事項:在檢查金屬板材邊緣的質量、孔洞質量和模具損耗程度時,一個受損的轉塔孔洞也會引起工位對齊與否的問題。不幸的是受損的轉塔孔洞會引發模具沖頭不能始終如一進入下模具孔的中心位置,從而已對齊的工位也無法解決這個問題。一個受損的孔洞會使上校準模具與下校準模具匹配,此時也會發出已對齊信號,即綠燈亮起。二手沖床回收
可用的模具系統及工位尺寸:
? 厚轉塔的A工位到E工位和多子模
? 若想咨詢其他模具的有效種類,請聯系MATE應用專家
其他MATE產品:
? MATE全導向模具所給出的精密公差范圍是介于導套和退料板之間,保證沖孔精確,避免沖孔變形有或呈鋸齒狀。




